Bares
Bares
 Contas e esferas
Contas e esferas
 Parafusos e porcas
Parafusos e porcas
 Cadinhos
Cadinhos
 Discos
Discos
 Fibras e tecidos
Fibras e tecidos
 Filmes
Filmes
 Floco
Floco
 Espumas
Espumas
 Folha de alumínio
Folha de alumínio
 Grânulos
Grânulos
 Favos de mel
Favos de mel
 Tinta
Tinta
 Laminado
Laminado
 Nódulos
Nódulos
 Malhas
Malhas
 Filme metalizado
Filme metalizado
 Prato
Prato
 Pós
Pós
 Haste
Haste
 Lençóis
Lençóis
 Cristais únicos
Cristais únicos
 Alvo de pulverização catódica
Alvo de pulverização catódica
 Tubos
Tubos
 Arruela
Arruela
 Fios
Fios
 Conversores e calculadoras
Conversores e calculadoras
 Escreva para nós
Escreva para nós
Pós esféricos atomizados por gás: Abordando os desafios tecnológicos e práticos
1. Introdução
O pó metálico esférico tornou-se uma importante matéria-prima da Manufatura Aditiva (AM) devido às suas excelentes propriedades, como homogeneidade e fluidez, que melhoram a qualidade e a eficiência de conformação das peças impressas. Ao mesmo tempo, ele pode ser reciclado e reutilizado, o que reduz o custo e o impacto sobre o meio ambiente.

2 Pós esféricos
2.1 O que é pó esférico?
A impressão 3D em metal depende fortemente do pó metálico esférico, que serve como seu material fundamental e constitui um componente crítico da cadeia de suprimentos do setor. O avanço da tecnologia de impressão 3D está intimamente ligado ao desenvolvimento desses pós metálicos. Atualmente, os materiais predominantes utilizados na impressão 3D em metal incluem ferro, titânio, cobalto, cobre, níquel e várias ligas destas metais.
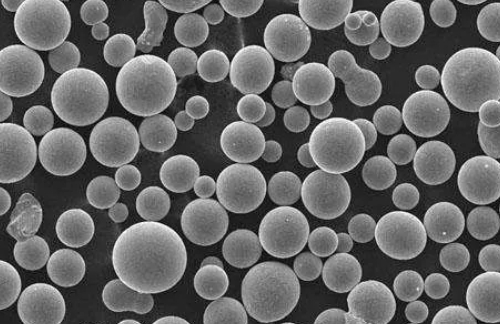
2.2 Quais são as características dos pós esféricos?
A estrutura única do pó esférico confere-lhe algumas propriedades exclusivas que não podem ser comparadas às do pó comum, e ele pode ser utilizado em aplicações com requisitos mais elevados em relação à estrutura do material.
1. Alta uniformidade: Devido à sua estrutura esférica, a distribuição do tamanho das partículas do pó esférico é relativamente estreita. A estrutura garante a alta uniformidade das partículas de pó no processo de moldagem, melhorando significativamente a precisão e a qualidade dos materiais preparados e aproveitando ao máximo as propriedades físicas e químicas dos materiais.
2. Compressibilidade: A estrutura do pó esférico é compacta, com muito boa compressibilidade e plasticidade, permitindo que o pó esférico seja utilizado na preparação de uma variedade de estruturas complexas do material e reduzindo a taxa de refugo no processo de produção.
3. Fluidez: O pó esférico possui excelente fluidez; devido às regras de formato das partículas, a distribuição do tamanho das partículas esféricas é mais uniforme. Não haverá partículas deslocadas, empilhadas e assim por diante, de modo que o processo de produção é mais eficiente, reduzindo o tempo e o custo de produção.
2.3 Quais são as aplicações dos pós esféricos?
Além da impressão 3D mencionada acima, os pós esféricos também podem ser usados em metalurgia do pó, aditivos de materiais e suportes de catalisadores.
1. Impressão 3D em metal: O pó metálico esférico é uma das principais matérias-primas na tecnologia de impressão 3D em metal. Em processos como a sinterização em leito de pó (por exemplo, sinterização seletiva a laser) e a deposição direta de energia (por exemplo, fusão a laser), os pós esféricos podem proporcionar boa fluidez e empilhabilidade, bem como alta densidade e qualidade de conformação.
2. Metalurgia do pó: Os pós esféricos são amplamente utilizados em processos de metalurgia do pó para a preparação de peças e materiais metálicos. A homogeneidade e a fluidez dos pós esféricos ajudam a garantir a densidade e as propriedades mecânicas das peças formadas.
3. Revestimento e pulverização: Os pós esféricos são comumente utilizados na preparação de materiais revestidos, tais como pulverização térmica, pulverização a frio e pulverização a plasma. A forma e a distribuição granulométrica dos pós esféricos garantem revestimentos pulverizados uniformes e melhoram a aderência do revestimento e a resistência ao desgaste.
4. Preparação de compósitos: Os pós esféricos podem ser combinados com resinas, cerâmicas, polímeros e outros materiais para preparar compósitos para uso na fabricação de peças estruturais e funcionais nos setores automotivo, aeroespacial, de construção e outros.
5. Catalisador: No campo da indústria química, o pó esférico é frequentemente utilizado como suporte de um catalisador, aplicado em reações químicas, proteção ambiental e conversão de energia.

3 Preparação do pó esférico
O processamento de aerossolização é o processo de atomização de pós sólidos em partículas minúsculas utilizando injeção de gás ou vibração mecânica, etc., e formando uma névoa líquida suspensa no ar. A atomização a gás utiliza um fluxo de gás de alta pressão (geralmente gás inerte) para atomizar o pó.
Como a capacidade térmica específica do gás é menor do que a da água, as gotículas levam mais tempo para esfriar e se consolidar. Como resultado, o pó produzido pela atomização a gás será mais esférico do que o da atomização a água (WA), pela qual o pó produzido é geralmente irregular e não é utilizado na impressão 3D.
A atomização começa com a fusão da liga/metal bruto (qualquer formato serve) em um forno. Em seguida, ele é mantido por algum tempo para garantir uma distribuição uniforme do líquido fundido. Depois, o líquido é transferido para um cadinho com um bico refratário com vazão controlada. O bico é aberto, e o líquido é direcionado para a câmara de atomização. Ele cai livremente e é então resfriado, atomizado e solidificado por um jato de ar de alta velocidade. Por fim, o pó pode ser coletado no fundo da câmara. Outra etapa necessária posteriormente é a secagem do pó.
3.1 Atomização por gás inerte
O princípio consiste em que o jato de metal fundido é impactado e fragmentado pelo fluxo de ar em alta velocidade para formar pó metálico por resfriamento rápido. Existem dois tipos principais de bicos para atomização a gás: bicos de queda livre e bicos acoplados. O projeto do bico de queda livre é relativamente simples; o bico não entope facilmente e o processo de controle é relativamente simples, mas a eficiência de atomização é baixa. O design do bocal de acoplamento próximo é compacto, encurta a distância de percurso do gás, reduz o processo de atomização a gás com menor perda de energia, o meio fluido pode ser totalmente fragmentado em um fluxo de metal líquido, resultando em alta eficiência de atomização do bocal.
3.1.1 Atomização por plasma com gás inerte (PIGA)
A matéria-prima é moldada em barras pré-ligadas e fundida usando calor de arco de plasma em um cadinho de cobre resfriado a água, cujo fundo está conectado a um bico de aquecimento por indução, um sistema de bico sem cerâmica que introduz um jato líquido de metal fundido no bico de atomização a gás para atomização. A vantagem da tecnologia PIGA é que a pistola de plasma não entra em contato com as barras de matéria-prima durante o processo de fusão, preservando assim a pureza do processo.
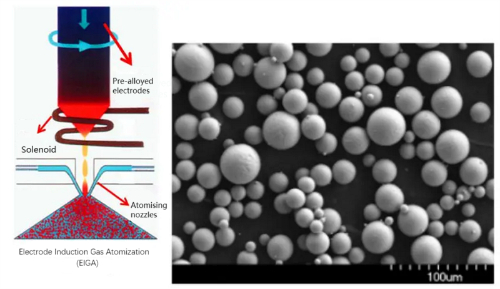
3.1.2 Atomização a Gás por Indução com Eletrodo (EIGA)
A atomização a gás por fusão por indução com eletrodo (EIGA) representa uma abordagem inovadora derivada das técnicas tradicionais de atomização a gás. Ao contrário dos métodos convencionais que utilizam cadinhos para conter o metal fundido, a EIGA emprega hastes metálicas rotativas como matéria-prima principal, fundidas por meio de aquecimento por indução, com o material fundido entrando diretamente na câmara de atomização. Esse projeto evita o contato com cadinhos durante o processo de fusão, prevenindo assim a contaminação e garantindo a pureza do pó atomizado.
A tecnologia EIGA oferece várias vantagens em relação aos métodos tradicionais de aerossolização com cadinho, incluindo poluição mínima da matéria-prima, taxas de aquecimento rápidas, processos simplificados e equipamentos de fácil manutenção.
No entanto, a tecnologia EIGA também apresenta desafios:
1. A bobina de indução impõe limitações ao diâmetro da barra de matéria-prima para o eletrodo de indução. Eletrodos de diâmetro maior exigem fontes de alimentação e bobinas de aquecimento por indução mais potentes, resultando em custos elevados que dificultam o desenvolvimento da atomização de barras de grande diâmetro.
2. Manter uma cooperação estável entre a velocidade de alimentação vertical e a velocidade de rotação do eletrodo para garantir que o eletrodo permaneça firmemente dentro da bobina é uma questão complexa que requer resolução.
3. Alcançar um fluxo estável e ininterrupto de gotículas de metal durante o aquecimento por indução do eletrodo e a fusão no bocal de aerossol apresenta dificuldades. O processo de atomização real pode resultar em formações semelhantes a gotículas ou na fusão incompleta do eletrodo, levando a bloqueios no conduto. Assim, manter a estabilidade do fluxo de líquido representa um desafio significativo na tecnologia EIGA atual.
3.1.3 Atomização por Plasma (PA)
A atomização por plasma (PA) utiliza o plasma como fonte primária de calor para fundir o material de alimentação, tipicamente na forma de pó ou fio. Quando o material de alimentação é exposto à tocha de plasma, ele passa por fusão e atomização simultâneas devido aos jatos de gás inerte. As etapas subsequentes do processo são semelhantes às da atomização a gás.
Em comparação com os métodos convencionais, a atomização por plasma produz pó com características superiores. A distribuição do tamanho das partículas do pó de liga produzido por atomização por plasma é notavelmente mais estreita, variando de 10 a 150 μm, com aproximadamente 40% do pó abaixo de 50 μm, resultando em uma proporção significativa de pó fino. Além disso, os pós derivados da PA apresentam alta esfericidade e teor mínimo de impurezas, aumentando ainda mais sua qualidade e adequação para diversas aplicações. [1]
3.2 Atomização centrífuga
3.2.1 Método de eletrodo rotativo a plasma
A haste metálica do ânodo é colocada em um eixo rotativo de alta velocidade e fundida sob a ação do arco de plasma. As gotículas de metal fundido são dispersas em pequenas gotículas na direção tangencial sob a ação da força centrífuga e, eventualmente, solidificam-se e formam pó, sendo que todo o processo é realizado a vácuo ou sob a proteção de uma atmosfera de gás inerte.[2]
3.2.2 Atomização centrífuga por disco rotativo
A atomização centrífuga é um método de atomização no qual o líquido metálico fundido é cisalhado na direção tangencial em um disco giratório em alta velocidade e condensado em pó por esferoidização. O tamanho médio das partículas do pó preparado por atomização centrífuga é superior a 100 μm, e o tamanho das partículas do pó está relacionado à velocidade centrífuga do disco rotativo. [3]
3.3 Tecnologia de atomização por tocha de plasma
A tecnologia de atomização por plasma é uma tecnologia de atomização de fluxo duplo. A fonte de aquecimento consiste em 3 tochas de plasma; o fio de matéria-prima é aquecido e fundido pelo arco de plasma e, em seguida, totalmente atomizado e solidificado em pó sob a ação do gás de atomização de alta temperatura. A tecnologia de atomização por plasma permite que os processos de fusão e atomização ocorram simultaneamente, e o tamanho médio das partículas do pó é de 40 μm, o que resulta em um pó fino com alto grau de esfericidade.
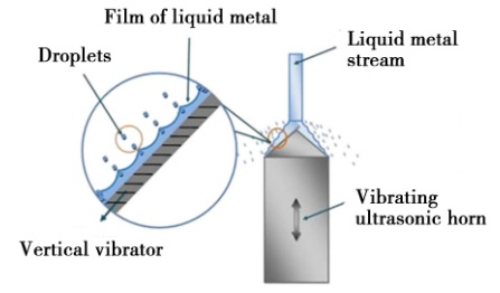
3.4 Método de atomização ultrassônica
O pó preparado pela tecnologia de aerossolização ultrassônica é fino, com rápida velocidade de resfriamento, superfície lisa e quase nenhuma partícula de pó satélite. A tecnologia de fabricação de pó por aerossolização ultrassônica utiliza a energia de vibração ultrassônica e a energia cinética do impacto do fluxo de ar para fragmentar o jato de líquido, melhorando significativamente a eficiência da fabricação de pó, mas ainda requer o consumo de uma grande quantidade de gás inerte.
3.5 Esferoidização por plasma
O plasma de radiofrequência (RF) no processo de esferoidização do pó: sua alta temperatura fornece a energia necessária para que o pó, no plasma, derreta por meio da rápida absorção de calor e, sob a ação da tensão superficial, se condense em uma forma esférica. Em um período muito curto, ocorre uma solidificação repentina por resfriamento, formando assim um pó esférico.
Tabela 1 Comparação de diferentes métodos de preparação
|
Métodos |
Vantagens |
Desvantagens |
|
Atomização a gás |
(1) Alta eficiência na produção de pó (2) Boa esfericidade (3) Processo de produção maduro |
(1) Alto custo do equipamento (2) Altos requisitos para as matérias-primas (3) É possível produzir uma gama mais restrita de tamanhos de pó |
|
Atomização ultrassônica |
(1) Adequada para materiais metálicos especiais (2) Não há necessidade de altas temperaturas durante a produção (3) Distribuição uniforme do tamanho do pó, sem partículas grandes |
(1) Menor eficiência na produção de pó (2) Altos requisitos quanto ao tamanho das partículas da matéria-prima (3) Requer equipamento ultrassônico especializado |
|
Atomização centrífuga |
(1) Capacidade de produzir pós de alta pureza (2) Aplicável a diversos materiais metálicos (3) Amplo controle da distribuição do tamanho das partículas |
(1) Baixa eficiência na produção de pó (2) Altos custos de investimento e operação (3) Alguns metais são suscetíveis à oxidação |
|
Esferoidização por plasma |
(1) Capacidade de produzir pós metálicos de alta pureza com tamanho na ordem de mícrons (2) Aplicável a diversos materiais metálicos (3) Capaz de operar em baixas temperaturas |
(1) Alto custo do equipamento (2) Altos requisitos técnicos de operação (3) Requer controle do ambiente de gás e do plasma |
4 Desafios no processamento
4.1 Pó Oco
O pó oco é uma classe comum de defeitos em pós aerossolizados; os orifícios no pó geralmente existem em duas formas: uma é o gás atomizado que fica preso no interior do pó, formando poros fechados, cujo tamanho geralmente varia de 10% a 90% do tamanho do pó, sendo mais comum em partículas de tamanho mais grosso (>70 μm); a outra é a formação de poros entre os dendritos durante a solidificação e a contração dos poros, cujo tamanho é geralmente inferior a 5% do tamanho do pó e está distribuído tanto no interior quanto na superfície do pó. O outro é o dos poros formados pela solidificação e contração entre os dendritos, cujo tamanho é geralmente inferior a 5% do tamanho do pó, e que se distribuem no pó e na superfície. De modo geral, com o aumento do tamanho das partículas do pó, o número, o tamanho e o conteúdo de gás dos poros no pó aumentarão proporcionalmente.
A formação de pós ocos está relacionada ao mecanismo de fragmentação de gotículas durante o processo de atomização. Durante o processo de aerossolização, ocorrem simultaneamente muitos tipos diferentes de mecanismos de fragmentação de gotículas, dependendo da energia da interação entre o gás atomizador e o metal fundido. Quando ocorre um dos mecanismos mais energéticos, o esmagamento em bolsa, grandes gotículas formam camadas semelhantes a bolsas sob a ação do fluxo de gás, espalhando-se em uma direção perpendicular ao fluxo de gás. Quando a viscosidade do líquido é baixa, a parte externa da película líquida se rompe para formar gotículas minúsculas; no entanto, as gotículas esfriam muito rapidamente durante a aerossolização, e a viscosidade aumenta acentuadamente à medida que a temperatura das gotículas cai rapidamente. Quando a viscosidade das gotículas é alta o suficiente, o esmagamento da película em forma de bolsa é suprimido, e as aberturas em ambos os lados da película líquida se combinam para formar uma gotícula oca envolvida por gás atomizado. Portanto, a energia do processo de esmagamento deve ser reduzida a fim de inibir a geração de pó oco e evitar o esmagamento da bolsa.
4.2 Pó satélite
Pó satélite refere-se a pequenas partículas que aderem à superfície de partículas maiores, formando uma estrutura semelhante a um satélite dentro do pó. Esse fenômeno diminui a esfericidade, a fluidez e a densidade aparente do pó, representando uma falha comum em pós aerossolizados. Além disso, a formação de pó satélite frequentemente leva à agregação de partículas maiores devido às forças de adsorção e tensão superficial. Consequentemente, essas partículas satélites aderentes representam desafios para a separação eficaz durante as etapas de processamento subsequentes.
Para resolver essa questão, as pesquisas atuais se concentram em dois métodos principais para reduzir a formação de pó satélite. Em primeiro lugar, por meio do controle meticuloso do processo de atomização e das propriedades do material fundido, são feitos esforços para estreitar a distribuição do tamanho das partículas do pó atomizado. Essa redução na disparidade do tamanho das partículas visa minimizar as variações nos estados de movimento do pó, diminuindo assim as frequências de colisão entre as partículas de pó e as gotículas de líquido. Em segundo lugar, a introdução de um fluxo de ar auxiliar na câmara de atomização ou a otimização da estrutura da câmara serve para inibir a turbulência do fluxo de ar interno, reduzindo subsequentemente a probabilidade de colisões entre as partículas de pó e as gotículas de líquido.

4.3 Controle da Distribuição do Tamanho do Pó
Após passar por uma pré-triagem, as partículas maiores do pó são removidas. Reduzir a amplitude da distribuição do tamanho das partículas pode aumentar o rendimento do pó, reduzindo efetivamente os custos de produção associados à fabricação do pó.
A otimização do projeto da estrutura do bico é fundamental para controlar a distribuição do tamanho do pó. Schwenck et al. [4] desenvolveram um bico de costura em anel com contração-expansão, apresentando um diâmetro de garganta de 0,8 mm, contrastando-o com bicos convencionais de costura em anel com contração de 0,8 mm e 0,4 mm de diâmetro. Os resultados indicaram que os pós gerados pelo bico com costura em anel de contração-expansão apresentaram tamanhos médios de partículas menores em comparação com os produzidos por bicos convencionais.
Além disso, o desvio padrão geométrico do tamanho do pó diminuiu de 2,14 para 1,87, indicando uma distribuição de tamanho de partícula mais estreita e maior rendimento do pó. Adicionalmente, o estudo explorou o impacto da atomização por gás quente, revelando que o aquecimento do gás a 320 °C reduziu ainda mais o tamanho e a distribuição das partículas do pó, melhorando assim o rendimento do pó.
5 Perspectivas para o desenvolvimento da tecnologia de preparação de pó esférico
A manufatura aditiva (AM) é uma tecnologia avançada de prototipagem rápida de materiais metálicos, também conhecida como tecnologia de impressão 3D, que opera a partir de arquivos de modelos digitais e utiliza materiais em pó metálico para construir peças, imprimindo-as camada por camada. Além dos plásticos, que são mais comuns na vida cotidiana, as matérias-primas utilizadas na impressão 3D incluem metais e cerâmicas para peças de alta resistência e resistentes à corrosão, bem como biomateriais utilizados na medicina e na biologia.
Os produtos de manufatura aditiva apresentam granulometria fina, composição uniforme e excelente desempenho, sendo que o desempenho das peças pode ser controlado ponto a ponto, sem efeito de espessura de parede, reduzindo os defeitos metalúrgicos macroscópicos e a segregação da fundição e forjamento tradicionais e, ao mesmo tempo, eliminando as limitações dos processos metalúrgicos tradicionais quanto à composição da liga.
Devido à crescente sofisticação da tecnologia de processamento de pó esférico, os processos utilizados na manufatura aditiva para fabricar peças metálicas apresentam um maior grau de precisão, pureza e adequação à aplicação. Pode-se afirmar que o desenvolvimento da tecnologia de fabricação de pó esférico também está intimamente relacionado ao desenvolvimento do campo da manufatura aditiva.
6 Conclusão
Como importante matéria-prima para a manufatura aditiva, a qualidade do pó esférico determina diretamente a qualidade do desempenho das peças acabadas; portanto, o controle do processo de preparação e a atualização da tecnologia para o pó esférico são cruciais. Atualmente, o método predominante de preparação de pó esférico baseia-se na aerossolização, na qual o pó sólido é atomizado em minúsculas partículas por injeção de gás ou vibração mecânica, formando-se uma névoa em suspensão no ar, e as partículas de pó assumem uma forma quase esférica sob a ação da tensão superficial. Os problemas que ocorrem no processo concentram-se principalmente no problema do pó oco e no problema do pó satélite, enquanto o controle do tamanho das partículas de pó também é uma etapa fundamental que afeta a qualidade do pó.
Leitura relacionada:
Fenômenos de satélites em pó metálico: uma análise aprofundada dos desafios da manufatura aditiva
Referência:
[1] KROEGER J, MARION F. Raymer AP&C: Liderando o caminho com pós esféricos de Ti atomizados a plasma para MIM[J]. Powder Injection Moulding International, 2011, 5(4): 55.
[2] Savage S J. Produção de metais e ligas solidificados rapidamente [J]. Journal of Metals, 1984, 36(4): 20.
[3] Leo V M Antony, Ramana G Reddy. Processos para a produção de pós metálicos de alta pureza [J]. High Purity Metals, 2003, 3: 14.
[4] SCHWENCK D, ELLENDT N, FISCHER-Bühner J, et al. Um novo projeto de bocal anular convergente-divergente para atomização de acoplamento próximo [J]. Powder Metallurgy, 2017, 60(3): 198-207.



 Chin Trento
Chin Trento