 Bares
Bares
 Contas e esferas
Contas e esferas
 Parafusos e porcas
Parafusos e porcas
 Cadinhos
Cadinhos
 Discos
Discos
 Fibras e tecidos
Fibras e tecidos
 Filmes
Filmes
 Floco
Floco
 Espumas
Espumas
 Folha de alumínio
Folha de alumínio
 Grânulos
Grânulos
 Favos de mel
Favos de mel
 Tinta
Tinta
 Laminado
Laminado
 Nódulos
Nódulos
 Malhas
Malhas
 Filme metalizado
Filme metalizado
 Prato
Prato
 Pós
Pós
 Haste
Haste
 Lençóis
Lençóis
 Cristais únicos
Cristais únicos
 Alvo de pulverização catódica
Alvo de pulverização catódica
 Tubos
Tubos
 Arruela
Arruela
 Fios
Fios
 Conversores e calculadoras
Conversores e calculadoras
 Escreva para nós
Escreva para nós
O que é impressão 3D com jato de aglutinante?
O que é impressão 3D?
A impressão 3D, também conhecida como manufatura aditiva (AM), é um novo método não convencional para produzir componentes ou produtos adicionando materiais camada por camada. A impressão 3D não exige mais subtrações de materiais para criar moldes ou formas líquidas. Ela pode criar livremente componentes complexos, específicos e irrealizáveis que não são possíveis com a fabricação tradicional. Embora a impressão 3D seja uma nova tecnologia bastante diferente da manufatura tradicional, muitas pesquisas e artigos relacionados foram publicados desde 2014. [ 1] Agora ela está entrando em muitos setores diferentes para desafiar as tecnologias tradicionais.
A impressão 3D pode ser dividida em dois grupos: um usa o método baseado em fusão, como Powder Bed Fusion (PBF) e Directed Energy Deposition (DED); o outro usa o método sem fusão, como Binder Jetting (BJ). Este artigo se concentrará na tecnologia de jateamento de ligante.
O que é Binder Jetting?
O Binder Jetting (BJ) é uma das principais tecnologias de impressão 3D amplamente utilizadas. Ela espalha o pó em uma camada no leito de pó e usa um aglutinante, geralmente um líquido polimérico, para unir seletivamente o pó no formato de camada desejado. A geometria 3D é construída ligando-se camada por camada na caixa de pó. Remova o pó não utilizado e você obterá as peças "verdes" impressas. Essas peças "verdes" precisam de pós-tratamentos, como sinterização e impregnação, para obter as propriedades desejáveis para uso.
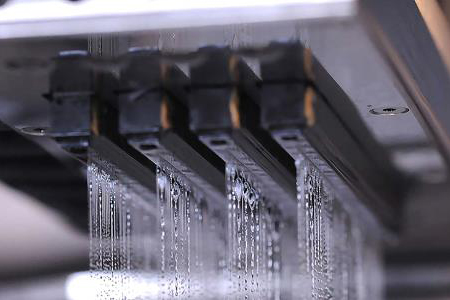
À medida que a tecnologia melhora para a sinterização de pequenos recursos e suportes, o jato de aglutinante é amplamente utilizado em armazenamento de energia eletroquímica, dispositivos eletrônicos, tecnologia de alimentos, células de combustível de óxido sólido [66], moldes para fundição em areia [67-76], circuitos e antenas de guia de ondas, construção de concreto, materiais renováveis de base biológica, andaimes de cerâmica, biopolímeros, produção de arenito e aplicações biomédicas e fornecimento de medicamentos. [ 2] A Figura 1[1] mostra o cabeçote de impressão de uma impressora de jato de ligante.
Procedimento detalhado do jato de ligante
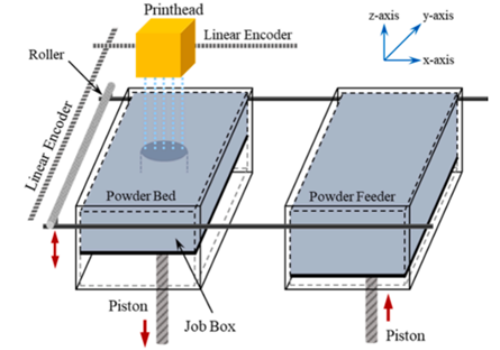
Em todos os métodos de manufatura aditiva, um modelo CAD projetado/digitalizado é o elemento-chave para criar dados de camada fina para impressão. A camada fina é então espalhada no leito de pó, geralmente por um rolo de contra-rolagem com pó. Controlado pelo computador, o cabeçote de impressão borrifa o aglutinante (polímero) na camada de acordo com o modelo CAD. A saturação do aglutinante deve ser calculada com base na densidade do pó e ser inserida pelo operador. A Figura 2 mostra a estrutura de uma máquina de jateamento de aglutinante para sua referência.
Após o jateamento, o aglutinante é aquecido por um aquecedor elétrico em preparação para o espalhamento subsequente da camada. A manutenção de uma temperatura constante ajuda a manter a qualidade de cada camada. A cura ou secagem do aglutinante é muito importante para evitar rachaduras no leito de pó ou a aderência do pó no rolo. Em seguida, o pistão desce uma distância de uma camada, geralmente de 50 a 200 µm, resultando em uma nova camada de pó a ser espalhada por cima pelo rolo. Repita as etapas acima até obter a peça "verde".
Pós-processamento do jato de aglutinante
Após a impressão, a pós-cura às vezes é necessária para obter resistência suficiente para a peça "verde". Leve toda a caixa de pó para um forno a 180 a 200°C por várias horas, dependendo do volume e do grau do aglutinante. Em seguida, retire a parte "verde" do leito de pó, o que é chamado de despolimento. Você pode usar uma escova ou um sistema de vácuo para remover o pó do produto. Tenha cuidado durante todo esse processo, pois a parte "verde" ainda é menos densa e é mantida unida pelo aglutinante. Outra maneira de secar ou curar é usando luz, e a parte "verde" pode ser removida diretamente da máquina.
Remova o aglutinante polimérico aquecendo a cerca de 600 ~ 700 ℃ após a secagem. A próxima etapa é a sinterização ou infiltração. A sinterização é frequentemente usada para pó metálico devido à sua baixa temperatura de sinterização em comparação com o pó cerâmico. Os parâmetros de sinterização são uma consideração muito complicada. Para pós de diferentes materiais e diferentes tamanhos de partículas, a temperatura de sinterização, a atmosfera e o tempo de retenção são todos diferentes. A sinterização deve ser feita de acordo com a tolerância do material e a dimensão do produto final. A infiltração geralmente tem características mais precisas do que a sinterização, que pode gerar geometrias deformadas. [4]
A última etapa é o polimento da peça condensada para reduzir a rugosidade da superfície.
Vantagens e desvantagens do jato de ligante
Vantagens:
- O jateamento de aglutinante não funde o pó e faz com que ele se una. Não há necessidade de se preocupar com a oxidação do pó. Não há necessidade de câmaras seladas caras para obter vácuo/ambiente inerte.
- Todo o processo é realizado em temperatura ambiente, de modo que o produto final não apresenta tensão residual.
- Sua velocidade de operação é mais rápida do que a de outros métodos de fabricação adicionais.
- Vários tipos de pó podem ser usados no jato de aglutinante.
Desvantagens:
- O procedimento de pós-processamento é relativamente complicado.
- A superfície do produto é mais áspera do que a obtida por outros métodos de AM.
- Materiais diferentes precisam de parâmetros de pós-processamento diferentes.
Material em pó usado no jato de aglutinação
O jato de aglutinante usa pó de 0,2 a 200 μm como matéria-prima. É relatado que 20 μm é um divisor de águas porque o pó maior que 20 μm pode ser considerado pó grosso. Em teoria, quanto mais fino o pó, maior a resolução do produto produzido pelo jato de aglutinante. No entanto, o pó fino é difícil de espalhar uniformemente camada por camada, ou seja, sua fluidez é baixa. Portanto, o diâmetro ideal para o jato de aglutinante ainda é discutível.
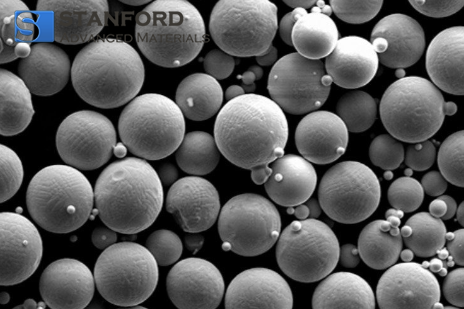
O pó esférico, como metal, areia e cerâmica, é amplamente utilizado no jato de aglutinante. O pó esférico pode criar uma microestrutura homogênea entre o pó, evitando macrovazios pelos quais os aglutinantes não podem penetrar. Em outras palavras, o uso de pó esférico pode produzir componentes "verdes" mais densos do que o pó irregular. A densidade está positivamente relacionada à resistência do componente.
Leia mais: Pó para impressão 3D: o que é e como é usado?
Aplicações do jato de ligante
O jateamento de ligante tem uma variedade de usos nos setores industrial, odontológico, medicinal, aeroespacial, de fundição de peças, de luxo e outros. O jateamento de ligante é usado principalmente em cerâmica estrutural e cerâmica funcional, mas recentemente mostrou bom desempenho em engenharia biomédica, representado por pó de hidroxiapatita ou pó de fosfato tricálcico. O pó esférico de Al2O3, o pó esférico de SiO2 e o pó de Si3N4 representam os pós estruturais e funcionais usados no jateamento de aglutinante.
Para obter mais informações, visite a página inicial da Stanford Advanced Materials.
Referências:
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.2). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.6). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.7). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- Mostafaei, A., Elliott, A. M., Barnes, J. E., Li, F., Tan, W., Cramer, C. L., Nandwana, P., & Chmielus, M. (2021). Binder jet 3D printing-process parameters, materials, properties, modeling, and challenges (pp.9). Progress in Materials Science, 119, 100707. https://doi.org/10.1016/j.pmatsci.2020.100707
- O que é jato de aglutinante? ExOne. (n.d.). Recuperado em 19 de dezembro de 2022, de https://www.exone.com/en-US/Resources/case-studies/what-is-binder-jetting


 Chin Trento
Chin Trento



