 Bares
Bares
 Contas e esferas
Contas e esferas
 Parafusos e porcas
Parafusos e porcas
 Cadinhos
Cadinhos
 Discos
Discos
 Fibras e tecidos
Fibras e tecidos
 Filmes
Filmes
 Flake
Flake
 Espumas
Espumas
 Folha metálica
Folha metálica
 Grânulos
Grânulos
 Favos de mel
Favos de mel
 Tinta
Tinta
 Laminado
Laminado
 Nódulos
Nódulos
 Malhas
Malhas
 Filme metalizado
Filme metalizado
 Prato
Prato
 Pós
Pós
 Haste
Haste
 Lençóis
Lençóis
 Cristais únicos
Cristais únicos
 Alvo de pulverização catódica
Alvo de pulverização catódica
 Tubos
Tubos
 Arruela
Arruela
 Fios
Fios
 Escreva para nós
Escreva para nós
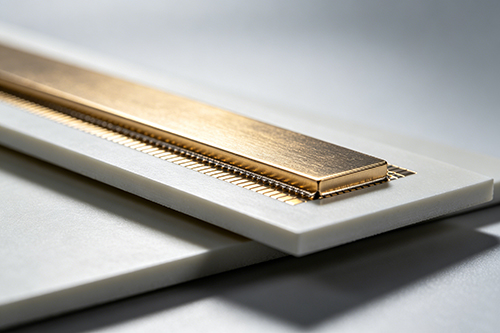
Substratos robustos de AlN com revestimento ENEPIG: Aprimorando o gerenciamento térmico em embalagens ópticas e de semicondutore
Histórico do cliente
Um importante fabricante europeu, especializado em embalagens ópticas e de semicondutores, precisava de substratos avançados de AlN para suportar a fixação de matrizes de alta potência. Seu foco era obter uma dispersão de calor eficiente e, ao mesmo tempo, garantir uma superfície de solda confiável para componentes delicados da matriz. Com um cronograma de produção rigoroso e tolerâncias de montagem apertadas, a equipe enfrentou desafios persistentes com os processos de metalização convencionais. Anteriormente, a equipe enfrentava problemas com a qualidade inconsistente do revestimento e a aderência abaixo do ideal, o que levava a falhas ocasionais na fixação da matriz durante condições de alta carga térmica.
Desafio
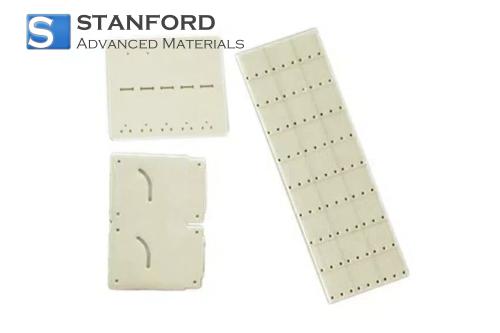
O fabricante precisava de substratos de nitreto de alumínio (AlN) com uma condutividade térmica superior a 170 W/mK. Para atingir o desempenho necessário, foi necessário lidar com várias restrições técnicas e de processo:
- Os substratos precisavam de um revestimento ENEPIG (níquel sem eletrólito, paládio sem eletrólito, ouro por imersão) de dupla face. O revestimento tinha especificações rigorosas: camadas de níquel entre 3-7 µm, camadas de paládio entre 0,1-0,5 µm e camadas de ouro entre 0,05-0,1 µm.
- A uniformidade era crucial. Variações na espessura do revestimento ou na rugosidade da superfície, mesmo que pequenas, podiam causar delaminação durante a fixação da matriz.
- Outro ponto focal foi garantir a alta força de adesão entre o substrato e as camadas revestidas. Uma adesão inconsistente poderia levar a juntas de solda instáveis quando o ciclo térmico em operação começasse.
- Havia também uma restrição de prazo de entrega apertada. O fabricante precisava de um lote de 10 peças processadas nessas condições exatas com um prazo de entrega mínimo, pois os atrasos afetariam os cronogramas de produção.
Lidar com todos esses elementos simultaneamente era uma tarefa nada trivial. O processo de galvanização exigia um controle preciso dos parâmetros de deposição, mantendo a alta condutividade térmica inerente à cerâmica AlN.
Por que escolheram a SAM
A Stanford Advanced Materials (SAM) entrou em cena com mais de 30 anos de experiência e uma capacidade comprovada de personalizar soluções para desafios complexos de engenharia. Nossa cadeia de suprimentos global, que gerencia mais de 10.000 materiais e dá suporte a mais de 10.000 clientes internacionais, destacou-se como o parceiro ideal. Durante as discussões preliminares do processo, notamos variações sutis nos níveis de tolerância do fabricante. Ao compartilhar essas observações logo no início, nossa equipe técnica ajudou a recalibrar as expectativas do projeto antes da produção, reduzindo a possibilidade de tentativas e erros mais tarde no processo.
O fabricante também valorizou nossa profundidade técnica no que diz respeito aos processos de metalização. Nosso trabalho anterior em semicondutores e materiais ópticos garantiu a eles que nosso revestimento ENEPIG poderia atender às suas expectativas de uniformidade e adesão. Em suma, eles precisavam de um fornecedor que pudesse oferecer o rigor do controle de qualidade com um retorno rápido - uma combinação que a SAM forneceu repetidamente.
Solução oferecida
A SAM enfrentou o desafio com uma abordagem multifacetada:
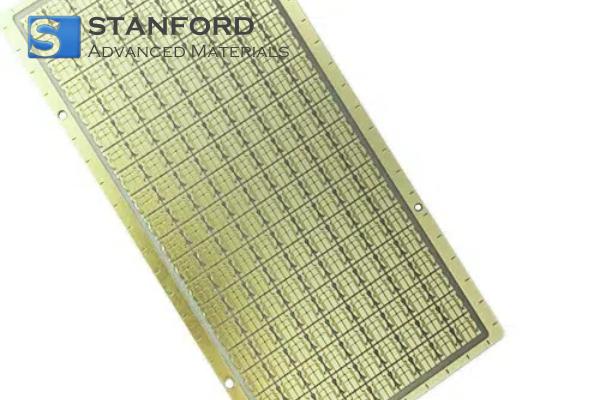
Começamos com a seleção de substratos de AlN de alta qualidade que proporcionavam inerentemente uma condutividade térmica superior a 170 W/mK. Era essencial confirmar essa propriedade, pois até mesmo o menor desvio poderia afetar o desempenho da matriz sob cargas operacionais. Os substratos foram então preparados para a metalização em nosso ambiente de sala limpa para evitar qualquer contaminação.
O processo de metalização foi realizado com muita atenção à espessura de cada camada:
- Deposição de níquel: Aplicamos uma camada uniforme de níquel entre 3 e 7 µm. Essa camada foi fundamental, pois serviu de base para os revestimentos subsequentes.
- Camada de paládio: Em seguida, uma deposição de paládio de 0,1 a 0,5 µm foi monitorada de perto. Percebemos durante os testes iniciais que mesmo pequenas flutuações na espessura do paládio poderiam afetar a soldabilidade final.
- Acabamento em ouro: Por fim, o ouro de imersão foi depositado a aproximadamente 0,05-0,1 µm, garantindo um excelente acabamento da superfície e uma ligação de solda com primer.

Cada etapa foi submetida a rigorosas inspeções durante o processo. Empregamos sistemas de medição de alta precisão para garantir a aderência da espessura do revestimento dentro das faixas definidas. Pequenos ajustes foram feitos imediatamente quando a nossa instrumentação indicou pequenos desvios, geralmente inferiores a 0,02 µm, garantindo assim a consistência em todas as dez peças.
As medições de caracterização da superfície confirmaram níveis mínimos de rugosidade. Esse controle sobre a textura da superfície foi fundamental para garantir a fixação confiável da matriz sem a interferência de imperfeições em microescala. Além disso, foram realizados testes de adesão para simular ciclos térmicos, garantindo que as camadas de ENEPIG permanecessem firmemente aderidas durante as condições operacionais do mundo real. Durante nossos testes de processo, ajustamos ligeiramente os parâmetros de revestimento para melhorar os resultados de adesão, o que levou a um desempenho estável e robusto sob flutuações de temperatura.
A embalagem foi a etapa final. Dada a sensibilidade das superfícies revestidas, cada substrato foi cuidadosamente limpo e embalado em um ambiente controlado. Etiquetas indicando as espessuras dos revestimentos e os números dos lotes foram afixadas para fins de rastreabilidade, garantindo a conformidade com os rigorosos protocolos de garantia de qualidade do fabricante.
Resultados e impacto
Após a integração na linha de montagem do fabricante, os substratos proporcionaram vários benefícios tangíveis:
- O revestimento ENEPIG proporcionou não apenas uma excelente superfície de solda, mas também manteve a aderência mesmo sob ciclos térmicos repetidos.
- A condutividade térmica consistente acima de 170 W/mK foi mantida, garantindo que o calor gerado pelos dispositivos semicondutores de alta potência fosse dissipado com eficiência.
- O controle meticuloso da espessura do revestimento se traduziu diretamente em menos ocorrências de falhas na fixação da matriz. Isso ficou evidente nos primeiros ciclos de produção, nos quais as ações corretivas foram mínimas, graças às nossas rigorosas verificações de controle de qualidade.
- A menor necessidade de retrabalho e as menores taxas de refugo contribuíram para um processo de montagem mais eficiente e proporcionaram uma redução notável no tempo de inatividade da produção.
Nossa equipe técnica observou, de modo geral, uma melhoria na confiabilidade do processo de embalagem óptica/semicondutores. O desempenho previsível dos substratos proporcionou aos engenheiros de projeto uma melhor estabilidade do processo - um fator essencial em ambientes de produção de alto volume.
Principais conclusões
A precisão na metalização é crucial quando se trabalha com substratos de cerâmica avançada. Mantendo controles rigorosos de processo e medições rigorosas em linha, garantimos que o revestimento ENEPIG atendesse às especificações técnicas desafiadoras de adesão e qualidade de superfície. O caso reforça a importância da supervisão proativa da engenharia em cada etapa do fluxo de trabalho de processamento de materiais. Nossa experiência na Stanford Advanced Materials (SAM) demonstra que mesmo pequenos desvios na espessura do revestimento ou na rugosidade da superfície podem afetar o desempenho geral do produto.
O alinhamento do conhecimento técnico com uma cadeia de suprimentos global responsiva nos permitiu cumprir um prazo de entrega exigente e, ao mesmo tempo, garantir que todos os parâmetros técnicos fossem atendidos. É um lembrete de que a atenção aos detalhes - combinada com uma garantia de qualidade robusta - sustenta o desempenho confiável em aplicações de embalagem exigentes.
Em nossa experiência de engenharia, trabalhar em estreita colaboração com os clientes para alinhar as tolerâncias e os controles de processo pode ser a diferença entre uma produção bem-sucedida e a solução contínua de problemas.

 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews


 Conversores e calculadoras
Conversores e calculadoras