 Bares
Bares
 Contas e esferas
Contas e esferas
 Parafusos e porcas
Parafusos e porcas
 Cadinhos
Cadinhos
 Discos
Discos
 Fibras e tecidos
Fibras e tecidos
 Filmes
Filmes
 Flake
Flake
 Espumas
Espumas
 Folha metálica
Folha metálica
 Grânulos
Grânulos
 Favos de mel
Favos de mel
 Tinta
Tinta
 Laminado
Laminado
 Nódulos
Nódulos
 Malhas
Malhas
 Filme metalizado
Filme metalizado
 Prato
Prato
 Pós
Pós
 Haste
Haste
 Lençóis
Lençóis
 Cristais únicos
Cristais únicos
 Alvo de pulverização catódica
Alvo de pulverização catódica
 Tubos
Tubos
 Arruela
Arruela
 Fios
Fios
 Escreva para nós
Escreva para nós
Tudo sobre fio de molibdênio e corte de fio EDM
No mundo da usinagem de precisão, cada milésimo de milímetro é importante. E na usinagem por descarga elétrica (EDM), em que o metal é removido por meio de faíscas controladas, o tipo de fio utilizado desempenha um papel importante. Um material que vem revolucionando discretamente o campo é o fio de molibdênio.
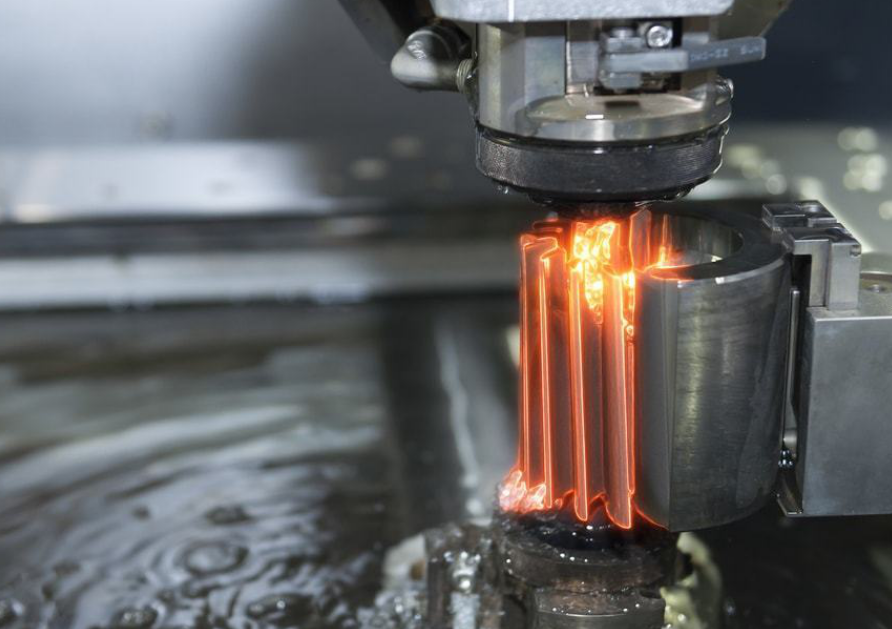
Fig. 1 Usinagem EDM
Noções básicas de corte de fio EDM
--O que há de tão especial na EDM de fio?
A usinagem por descarga elétrica (EDM) é um processo de corte sem contato que remove o material por meio de descargas elétricas (faíscas). A beleza desse processo é que ele é capaz de cortar até mesmo os metais mais duros sem a aplicação de força física. Ou seja, sem estresse mecânico, sem desgaste da ferramenta como no corte tradicional e com a capacidade de obter tolerâncias muito finas.
Na EDM de fio, o eletrodo é um fio metálico fino. À medida que o fio se aproxima da peça de trabalho, as descargas elétricas geram alto calor, que vaporiza ou derrete o material. É usado especialmente na produção de ferramentas e matrizes, peças aeroespaciais e componentes de alta precisão.
--Componentes de corte a fio EDM
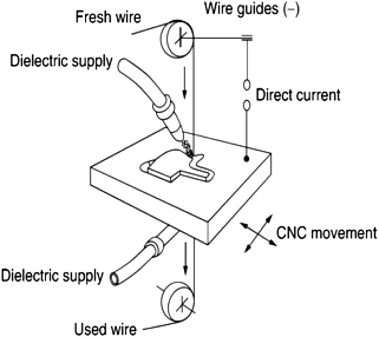
O sistema inclui um fio (geralmente de latão ou molibdênio), um fluido dielétrico (geralmente água deionizada), uma fonte de alimentação e um sistema de movimento controlado por computador. A escolha do fio afeta tudo: velocidade, precisão, custo, etc.
 [1]
[1]
Fig. 2 Componentes de corte de fio EDM
Fio de molibdênio usado em EDM
--Então, por que usar fio de molibdênio?
O molibdênio é um metal refratário conhecido por seu ponto de fusão muito alto (~2620°C), alta resistência à tração e condutividade elétrica. Portanto, ele é bastante útil para EDM de fio.
1. Reutilização e longevidade
Ao contrário do latão, o fio de molibdênio é reciclável. O fio de molibdênio na maioria das máquinas de EDM de design asiático (modelos da série DK77, por exemplo) é submetido a ciclos e voltas repetidas, às vezes centenas de vezes, antes de perder sua extremidade. Isso economiza substancialmente no consumo de arame e na manutenção a longo prazo.
2. Cortes limpos e afiados
Devido à sua resistência à tração e à deformação térmica, o fio moly mantém sua forma. Ele proporciona tensão constante, o que significa cortes mais limpos e tolerâncias mais estreitas em materiais duros, como titânio ou aço para ferramentas endurecido.
3. Corte mais rápido com menos quebras
O fio de molibdênio permite ciclos de corte mais rápidos porque pode resistir à quebra quando submetido à tensão e ao calor. Essa confiabilidade é especialmente valiosa para uso nos setores aeroespacial e eletrônico, nos quais a precisão e o tempo perdido são altamente valorizados.
4. Ideal para espaços finos e detalhados
Quando são necessárias geometrias precisas, o fio de molibdênio não cede, não flexiona e não se desvia, portanto, apresenta melhor desempenho em cantos agudos e em perfis 3D complexos.
 [2]
[2]
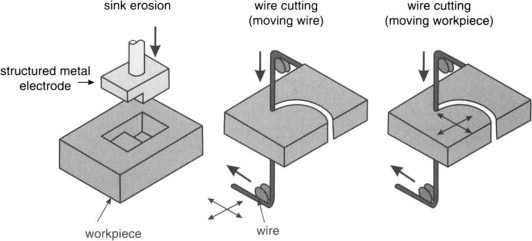
Fig. 3 Processo de corte de fio EDM
--Quando usar o fio de molibdênio?
Embora o fio de molibdênio tenha um custo inicial por metro mais alto do que o latão, ele geralmente se mostra mais barato no longo prazo devido à sua capacidade de reutilização. É o fio preferido para:
- Execuções de produção repetitivas
- Materiais de alta dureza (carbeto, Inconel, aços para ferramentas)
- Trabalhos com tolerâncias rígidas
- Aplicações nos setores aeroespacial, de defesa, médico e de fabricação de moldes e matrizes
No entanto, o fio de molibdênio não é adequado para máquinas EDM de alimentação contínua, comuns em muitas oficinas ocidentais. Ele é usado principalmente em sistemas de EDM alternativos (não consumíveis), que suportam o movimento do fio em loop.
--Coisas a observar
Como qualquer ferramenta, o fio de molibdênio tem seus limites. Tenha isso em mente:
- Não é indicado para máquinas de alimentação contínua: A maioria das configurações ocidentais de EDM de fio não é compatível.
- O diâmetro do fio é importante: Os diâmetros comuns variam de 0,10 mm a 0,20 mm. Adapte o tamanho aos detalhes e ao material de seu trabalho.
- O tensionamento é fundamental: A tensão adequada do arame garante cortes precisos e evita a quebra do arame.
- Necessidade de recondicionamento: Embora o fio moly dure mais, ele acaba se desgastando. Observe os sinais de redução da qualidade do corte e substitua-o conforme necessário.
--Materiais do eletrodo para corte de fio EDM
|
Tipo de fio |
Principais recursos |
Melhor para |
|
Fio de latão |
Acessível, fácil de usar, boa condutividade |
Corte de uso geral, máquinas EDM de alimentação contínua |
|
Alta resistência, resistente ao calor, reutilizável |
Corte de alta precisão ou de materiais duros, sistemas EDM em loop |
|
|
Fio de tungstênio |
Muito denso, bastante resistente ao calor |
Micro-EDM, aplicações de alta temperatura ou ultraprecisas |
|
Fio revestido/difundido |
Latão com zinco ou tratado para velocidade e acabamento de superfície |
Máquinas modernas de EDM de alta velocidade, acabamentos finos |
|
Fio de cobre |
Ótima condutividade, material macio |
Máquinas mais antigas, acabamento suave em peças delicadas |
|
Fio híbrido/composto |
Multi-material |
Trabalhos otimizados que precisam de velocidade, precisão e durabilidade |
Para obter mais informações e suporte técnico, consulte a Stanford Advanced Materials (SAM).
Perguntas frequentes
1. Posso usar o fio de molibdênio em qualquer máquina de EDM?
Não exatamente. Ele é usado principalmente em máquinas projetadas para sistemas de fios em loop ou alternativos, especialmente em configurações de EDM no estilo asiático.
2. O fio de molibdênio é mais caro do que o fio de latão?
Sim, por metro, mas como ele é reutilizável, o custo total ao longo do tempo costuma ser menor.
3. Que tipos de peças se beneficiam mais do fio de molibdênio?
Peças pequenas, complexas ou de alta precisão feitas de materiais duros, como matrizes, moldes ou componentes finos nos setores aeroespacial e eletrônico.
Referências:
[1] Amitesh Goswami, Jatinder Kumar, Optimization in wire-cut EDM of Nimonic-80A using Taguchi's approach and utility concept, Engineering Science and Technology, an International Journal, Volume 17, Issue 4,
2014, Pages 236-246, ISSN 2215-0986, https://www.sciencedirect.com/science/article/pii/S2215098614000524
[2] Matthias Worgull, Capítulo 9 - Microstructured Mold Inserts for Hot Embossing, Editor(es): Matthias Worgull, In Micro and Nano Technologies, Hot Embossing, William Andrew Publishing, 2009, Páginas 283-306, ISBN 9780815515791, https://www.sciencedirect.com/science/article/pii/B978081551579150015X

 Chin Trento
Chin Trento


 Conversores e calculadoras
Conversores e calculadoras