 Bares
Bares
 Contas e esferas
Contas e esferas
 Parafusos e porcas
Parafusos e porcas
 Cadinhos
Cadinhos
 Discos
Discos
 Fibras e tecidos
Fibras e tecidos
 Filmes
Filmes
 Flake
Flake
 Espumas
Espumas
 Folha metálica
Folha metálica
 Grânulos
Grânulos
 Favos de mel
Favos de mel
 Tinta
Tinta
 Laminado
Laminado
 Nódulos
Nódulos
 Malhas
Malhas
 Filme metalizado
Filme metalizado
 Prato
Prato
 Pós
Pós
 Haste
Haste
 Lençóis
Lençóis
 Cristais únicos
Cristais únicos
 Alvo de pulverização catódica
Alvo de pulverização catódica
 Tubos
Tubos
 Arruela
Arruela
 Fios
Fios
 Escreva para nós
Escreva para nós
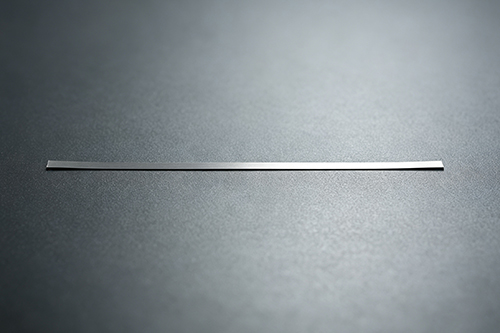
Usinagem de tiras e chapas de Ti-6Al-4V ELI para implantes médicos em fase inicial
Setor: Prototipagem de dispositivos médicos
Contexto do cliente
O primeiro lote voltou com uma leve torção em um dos cantos. Nada dramático. Mas o suficiente para comprometer o encaixe na bancada, e isso significava que a geometria voltada para o cirurgião não estava mais se comportando da maneira que a equipe esperava.
A peça em si era um conceito de inserção de enxerto, construída a partir de tiras e placas de titânio 6Al-4V com teor intersticial extra baixo (Ti-6Al-4V ELI, Grau 23), cortadas em dois números de peça por desenho. Trabalho de prototipagem em estágio inicial. Pequenas quantidades. Muitas idas e vindas com a engenharia. A equipe ainda estava ajustando as transições das paredes e as arestas de interface, e precisava de um material que resistisse à usinagem, manuseio e inspeção repetidos sem se tornar um problema de consistência.
Stanford Advanced Materials (SAM) foi acionada depois que a equipe interna de fabricação começou a observar variações de uma amostra para outra. Parte disso se devia à geometria da peça. Outra parte, às condições do material. Nunca identificamos completamente todas as variáveis. A pressão na etapa de conformação pode ter sido um dos fatores. O dispositivo de perfuração também pode ter contribuído para isso.
Desafio
O desenho parecia simples até que a oficina tentou executá-lo.
O primeiro problema foi a planicidade após a usinagem. A tira precisava manter a forma após ser cortada em um perfil personalizado, e as seções da placa precisavam de controle dimensional suficiente para que o conjunto da inserção de enxerto pudesse ser verificado em relação aos dados CAD sem a necessidade de retrabalho constante. A equipe estava trabalhando com seções transversais finas, de cerca de 0,8 mm a 2,5 mm, dependendo do número da peça, e essa faixa estreita fazia com que o material se comportasse de maneira um pouco diferente do material mais espesso que haviam usado anteriormente. Um lote ficava plano. Outro saía algumas décimas de milímetro do plano após a rebarbação. Isso era um problema.
O acabamento da superfície era outra dor de cabeça. A prototipagem de dispositivos médicos tende a expor cada arranhão, cada rebarba, cada pequena irregularidade nas bordas. As inserções passavam por inspeção visual e verificações de contato, e algumas amostras apresentavam rugosidade nas bordas alta o suficiente para interferir na sensação durante a montagem. A meta de acabamento superficial era de cerca de Ra 0,4 a 0,8 µm após a usinagem final. Conseguimos atingir isso em algumas peças. Outras precisaram de uma segunda passagem. Tentamos usar alumina aqui... mas não funcionou bem o suficiente para a condição das arestas.
O prazo de entrega esteve sempre em segundo plano. O programa avançava rapidamente, e eles não tinham margem para uma longa espera pela matéria-prima. Eles também precisavam que a composição química permanecesse dentro dos limites de grau médico. A classe 23 foi a escolha certa devido ao menor teor de elementos intersticiais, especialmente oxigênio e ferro, o que contribuiu para a ductilidade e reduziu a chance de comportamento frágil durante a conformação e o corte. Ainda assim, a contrapartida era clara. Um melhor controle do material significava um fornecimento mais restrito, e um fornecimento mais restrito geralmente significa menos flexibilidade na entrega.
Por que escolheram a SAM
O pedido não se resumiu a uma única característica importante. Foi uma combinação de vários fatores menores.
A SAM podia fornecer o Titânio-6Al-4V ELI em um formato próximo à geometria exigida e, em seguida, usiná-lo de acordo com os desenhos do cliente, em vez de forçar o projeto a se adaptar ao estoque padrão. Isso era importante porque o projeto ainda estava em evolução. A equipe precisava de dois números de peça, ambos com contornos personalizados, espessura controlada e acabamento das bordas que não gerasse trabalho extra de limpeza na linha de montagem.
Eles também queriam um fornecedor que entendesse de documentação de grau médico. Rastreabilidade química, controle de lotes térmicos e embalagem limpa não eram opcionais. As peças precisavam chegar separadas, protegidas contra marcas de manuseio e etiquetadas de forma a facilitar a inspeção de recebimento. Embalamos cada lote em um invólucro protetor individual e mantivemos a documentação vinculada ao registro de tratamento térmico e usinagem. Nada sofisticado. Apenas menos trabalho para a equipe de controle de qualidade.
O preço não era o único fator, mas era importante. O cliente já havia analisado outras opções. Algumas eram mais baratas no papel. Outras eram mais rápidas no papel. Quando os desenhos se tornaram específicos e os requisitos de inspeção se tornaram reais, essas cotações deixaram de parecer muito úteis.
Solução fornecida
SAM forneceu tiras e chapas de Ti-6Al-4V ELI de grau médico, usinadas de acordo com os desenhos de engenharia do cliente, com dois números de peça incluídos na mesma remessa. O material foi processado para manter a consistência da espessura em toda a área utilizável, com as seções acabadas mantidas dentro de uma tolerância de ±0,05 mm nas dimensões críticas. Isso manteve a geometria do implante estável o suficiente para verificações de ajuste do protótipo sem necessidade de acabamento manual excessivo.
Também prestamos atenção às condições das bordas. O percurso de usinagem foi ajustado para reduzir a formação de rebarbas nas transições do perfil; em seguida, as peças foram limpas e embaladas para evitar que as bordas fossem arranhadas durante o transporte. A primeira tiragem ainda apresentou algumas pequenas marcas estéticas perto do raio de um canto. Nada que afetasse o funcionamento. Mas ainda estavam lá. Nós as sinalizamos. O cliente estava ciente disso. Continuamos observando isso no lote seguinte.
Uma questão que tivemos de contornar foi o equilíbrio entre planicidade e taxa de remoção de material. Um corte mais agressivo teria reduzido o tempo de usinagem, mas também aumentaria o aquecimento local e causaria mais distorção nas seções mais finas. Reduzimos o avanço em algumas áreas e aceitamos o ciclo mais longo. Essa foi a compensação. Tempo de execução mais lento, menos retrabalho. Para um protótipo, essa foi a melhor escolha.
A composição química permaneceu alinhada aos requisitos do Ti-6Al-4V ELI Grau 23, o que era importante para o comportamento de conformação em etapas posteriores e para a sensação geral do inserto durante os testes de bancada. A equipe estava especialmente atenta à forma como o material respondia nas abas mais finas. Se o teor intersticial se desviasse, o material teria ficado um pouco rígido durante o ajuste final. Nunca observamos uma falha grave, mas a janela de processo era claramente estreita.
Resultados e impacto
As peças protótipos passaram para a fase de montagem sem os ciclos repetidos de correção que haviam retardado as amostras anteriores. O tempo de montagem diminuiu porque os insertos permaneceram mais próximos das especificações nominais, e a equipe de inspeção gastou menos tempo separando as peças manualmente. O material chegou em uma condição que correspondia aos desenhos o suficiente para a próxima iteração do projeto, o que manteve o projeto em andamento.
O cliente também obteve uma linha de base mais clara para a próxima rodada de testes. Eles puderam comparar as alterações geométricas em vez de lutar contra a própria variabilidade do material bruto. Essa foi provavelmente a maior conquista. O programa de protótipos pôde finalmente se concentrar na forma do enxerto e no comportamento da interface, em vez de gastar todas as reuniões discutindo se a tira havia se deslocado durante a usinagem.
Ainda tínhamos uma pequena questão pendente sobre a aparência da superfície após a segunda passagem de usinagem. O acabamento atendeu à meta funcional, mas o padrão de marcas estéticas em uma das bordas não havia desaparecido totalmente. Isso não impedia o uso e não afetava o ajuste dimensional. Continuamos acompanhando isso.
Se você estiver comparando opções de material bruto de titânio para uso médico, a SAM tem notas relacionadas ao controle de tolerância na usinagem de titânio e às práticas de embalagem de materiais de grau médico que podem valer a pena conferir.
Principais conclusões
Peças finas em tiras e chapas de titânio 6Al-4V ELI podem se comportar de maneira diferente quando a geometria se torna mais estreita e a entrada de calor aumenta. A composição química é importante, mas também o é a forma como a peça é cortada, limpa e embalada após a usinagem.
O cliente não precisava de um milagre. Ele precisava de geometria personalizada, dimensões estáveis, rastreabilidade de grau médico e um fornecedor capaz de manter os desenhos intactos sem transformar cada amostra em um caso especial. A SAM atendeu a esses requisitos. Não perfeitamente todas as vezes. Mas o suficiente para manter o protótipo dentro do cronograma e a próxima iteração em andamento.
 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews

 Conversores e calculadoras
Conversores e calculadoras