 Bares
Bares
 Contas e esferas
Contas e esferas
 Parafusos e porcas
Parafusos e porcas
 Cadinhos
Cadinhos
 Discos
Discos
 Fibras e tecidos
Fibras e tecidos
 Filmes
Filmes
 Floco
Floco
 Espumas
Espumas
 Folha de alumínio
Folha de alumínio
 Grânulos
Grânulos
 Favos de mel
Favos de mel
 Tinta
Tinta
 Laminado
Laminado
 Nódulos
Nódulos
 Malhas
Malhas
 Filme metalizado
Filme metalizado
 Prato
Prato
 Pós
Pós
 Haste
Haste
 Lençóis
Lençóis
 Cristais únicos
Cristais únicos
 Alvo de pulverização catódica
Alvo de pulverização catódica
 Tubos
Tubos
 Arruela
Arruela
 Fios
Fios
 Conversores e calculadoras
Conversores e calculadoras
 Escreva para nós
Escreva para nós
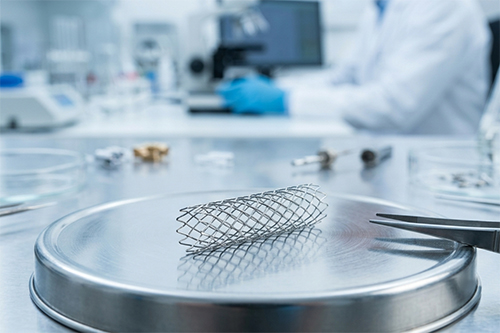
As peças em bruto para stents de nitinol facilitam a prototipagem vascular com rigoroso controle dimensional
Contexto do cliente
Um grupo de pesquisa vascular vinculado a uma universidade nos Estados Unidos estava desenvolvendo stents de última geração para vasos sanguíneos de pequeno diâmetro. O trabalho ainda se encontrava na fase de prototipagem, mas os requisitos de material já se aproximavam dos observados em programas de dispositivos finais. Eles precisavam de peças brutas de stent de Nitinol que suportassem repetidos testes de expansão, acabamento a laser e testes de bancada sem apresentar muita variabilidade entre os lotes.
A equipe estava familiarizada com o projeto de dispositivos e a triagem em modelos animais, mas não tinha tempo para passar semanas corrigindo inconsistências nos materiais. Seu laboratório já havia enfrentado problemas com peças brutas de stents de outras fontes, que apresentavam ligeiro desvio dimensional, força de recuperação inconsistente e qualidade de borda mais áspera após o processamento secundário. Esse tipo de variação é administrável no papel. Na prática, isso atrasa todo o cronograma.
Desafio
A questão principal não era simplesmente obter o Nitinol. Era obter um Nitinol que se comportasse da mesma maneira todas as vezes.
Para esse projeto, o laboratório precisava de material de grau médico com resposta superelástica estável, espessura de parede consistente e superfície limpa para o corte a laser posterior. O tubo alvo precisava manter um controle dimensional rigoroso, com diâmetro externo de 1,50 mm ±0,03 mm e espessura de parede de cerca de 0,10 mm ±0,01 mm. Esses números são mais importantes do que parecem. Se a espessura da parede variar demais, a força de expansão muda. Se o tubo não for circular, a geometria da escora se altera após o corte.
Havia também uma restrição prática. O prazo para os testes internos era curto. A equipe precisava de 10 peças rapidamente para poder comparar variantes do projeto antes de passar para uma série piloto maior. Isso significava que o material precisava chegar pronto para uso, e não na forma de matéria-prima bruta que exigisse endireitamento ou limpeza adicionais.
Durante os testes iniciais, percebemos que eles eram especialmente sensíveis à contaminação da superfície e à formação de rebarbas. Mesmo uma pequena quantidade de resíduo poderia interferir na usinagem a laser e na limpeza pós-corte. Isso sugeria que o projeto precisava de mais do que apenas suprimentos básicos. Era necessária uma preparação controlada e uma embalagem cuidadosa.
Por que escolheram a SAM
Os pesquisadores selecionaram a Stanford Advanced Materials (SAM) após avaliar nossa capacidade de fornecer Nitinol de grau médico com dimensões personalizadas e controle confiável de lotes. Nossa equipe trabalha com materiais avançados há mais de 30 anos, e essa experiência se reflete nos detalhes que não chamam a atenção: rastreabilidade do material, consistência em pedidos pequenos e disposição para discutir tolerâncias antes que o pedido seja confirmado.
Eles também precisavam de um fornecedor capaz de atender a uma solicitação de baixo volume sem tratá-la como um inconveniente. A SAM oferece mais de 10.000 materiais e atende a mais de 10.000 clientes globais; portanto, nosso fluxo de trabalho foi projetado para lidar tanto com quantidades de pesquisa quanto com necessidades de ampliação de escala.
Nossa equipe percebeu que o cliente valorizava a capacidade de resposta quase tanto quanto o próprio material. Eles queriam respostas sobre acabamento, retidão e embalagem. Não uma resposta genérica de folheto. Números reais.
Solução fornecida
SAM forneceu peças brutas de stent de Nitinol de grau médico, preparadas para prototipagem e fabricação posterior.
Desde o início, focamos em alguns pontos técnicos:
O tubo foi produzido dentro da faixa de diâmetro solicitada, com o diâmetro externo mantido em 1,50 mm ±0,03 mm e a espessura da parede controlada em cerca de 0,10 mm ±0,01 mm. Isso manteve a geometria do corte a laser estável o suficiente para testes comparativos.
A composição do material foi controlada para uso médico, com a proporção níquel-titânio mantida para garantir uma resposta superelástica repetível. Para esse tipo de trabalho, mesmo pequenas variações na composição podem afetar o comportamento de transformação e a força de recuperação.
A condição da superfície também foi tratada com cuidado. As peças em bruto foram limpas e embaladas para reduzir a oxidação e a contaminação por manuseio durante o transporte. Cada peça foi protegida individualmente para limitar a abrasão durante o transporte, o que é mais importante do que as pessoas às vezes imaginam em pequenas peças de Nitinol.
Também verificamos a retidão e a consistência para corte antes da liberação. O primeiro conjunto de amostras apresentou um atrito superficial ligeiramente maior do que o esperado durante uma inspeção, então nossa equipe ajustou a sequência de limpeza final. Essa pequena correção ajudou a melhorar o manuseio durante a etapa de processamento a laser do cliente.
Um prazo de entrega curto foi outra restrição. O laboratório precisava do material com rapidez suficiente para manter várias iterações de projeto em andamento. A SAM coordenou a seleção do estoque e a preparação final para que o pedido pudesse ser enviado dentro do prazo, sem forçar a equipe a esperar por uma janela de produção maior.
Resultados e impacto
O cliente recebeu peças brutas de stent que se integraram perfeitamente ao seu fluxo de trabalho de protótipos. O benefício mais imediato foi a redução da variabilidade durante o corte a laser e os testes de expansão. A equipe relatou menos interrupções relacionadas ao ajuste e menos tempo gasto na classificação do material de acordo com seu comportamento.
Como a espessura da parede permaneceu consistente, a geometria das hastes do stent ficou mais repetível após o corte. Isso facilitou a comparação das alterações de projeto entre os grupos de teste. A resposta superelástica também foi estável o suficiente para os ciclos de expansão em bancada, o que proporcionou aos pesquisadores uma linha de base mais confiável para avaliar a força radial e o recuo.
Tão importante quanto isso, o material chegou em uma condição adequada ao processo de laboratório. Não foi necessário retrabalhar as peças em bruto antes dos testes. Isso economizou tempo e, em um ambiente de pesquisa, o tempo costuma ser a restrição mais apertada.
Nossa equipe soube posteriormente que o grupo utilizou o primeiro lote como referência para verificações de projeto subsequentes. Isso costuma ser um bom sinal. Significa que o material não é mais a variável com a qual eles precisam lidar.
Principais conclusões
Projetos médicos com Nitinol raramente fracassam devido a um único problema grave. Na maioria das vezes, eles sofrem atrasos devido a pequenas inconsistências no diâmetro, no acabamento da superfície ou no comportamento de transformação.
Nesse caso, a SAM apoiou uma equipe de pesquisa que precisava de peças em bruto para stents de nitinol de grau médico, em pequeno volume, com tolerâncias rigorosas, embalagem limpa e resposta confiável sob expansões repetidas. O pedido era de tamanho modesto, mas as expectativas técnicas não eram. Ao manter os dados dimensionais estáveis e manusear o material com cuidado durante o transporte, a Stanford Advanced Materials (SAM) ajudou o cliente a avançar na fase de prototipagem com menos interrupções.
Para equipes que trabalham com dispositivos vasculares, esse tipo de consistência é frequentemente o que mantém um programa de projeto em andamento.
.jpg)
 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews
